PPS管件生產(chǎn)廠家歡迎您的訪問
PPS管件生產(chǎn)廠家歡迎您的訪問

本藍(lán)環(huán)保銷售經(jīng)理

簡單分析pps阻燃風(fēng)管在生產(chǎn)中應(yīng)注2025-04-01
怎樣給pps阻燃風(fēng)管才更加合適2025-04-01
pps阻燃風(fēng)管的應(yīng)用比較廣泛2025-04-01
阻燃管的定期維護(hù):確保安全與延2025-03-26
如何挑選性價比高的阻燃管?2025-03-26
pp阻燃方管的質(zhì)量控制,力學(xué)性能的2025-03-19
關(guān)于pps阻燃風(fēng)管安裝過程中振動和2025-04-01
簡單介紹pps阻燃風(fēng)管上油時注意事2025-04-01
阻燃管的日常維護(hù)2025-03-26
阻燃管安裝前的準(zhǔn)備工作2025-03-26
提升阻燃管生產(chǎn)質(zhì)量:策略與實踐2025-03-26
PP阻燃方管在工程改造中的卓越應(yīng)2025-03-19
PRODUCT CENTER
NEWS
CONTACT US
手 機(jī): 13034552599
電 話:0530-8508508
傳 真:0530-8587555
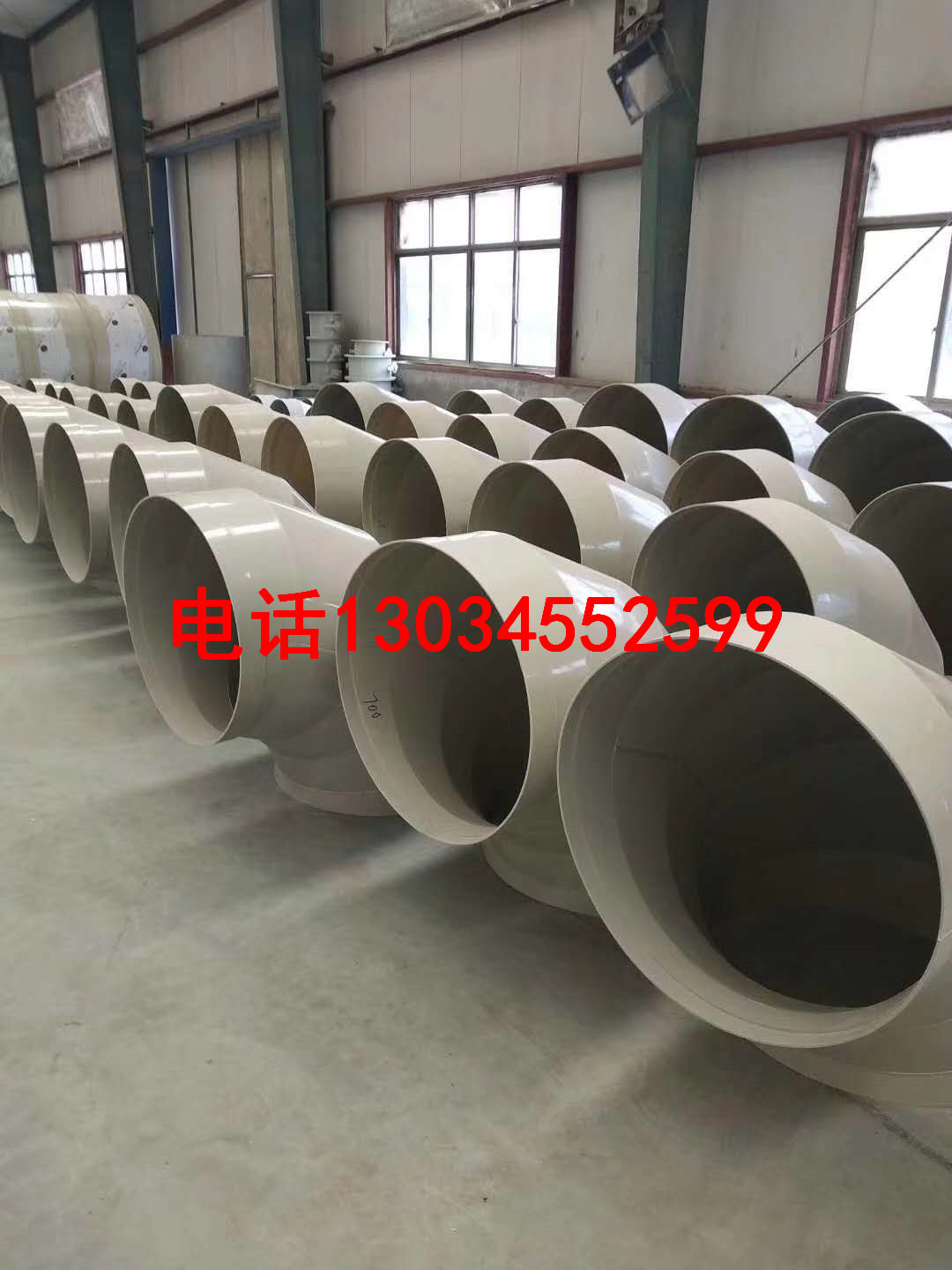
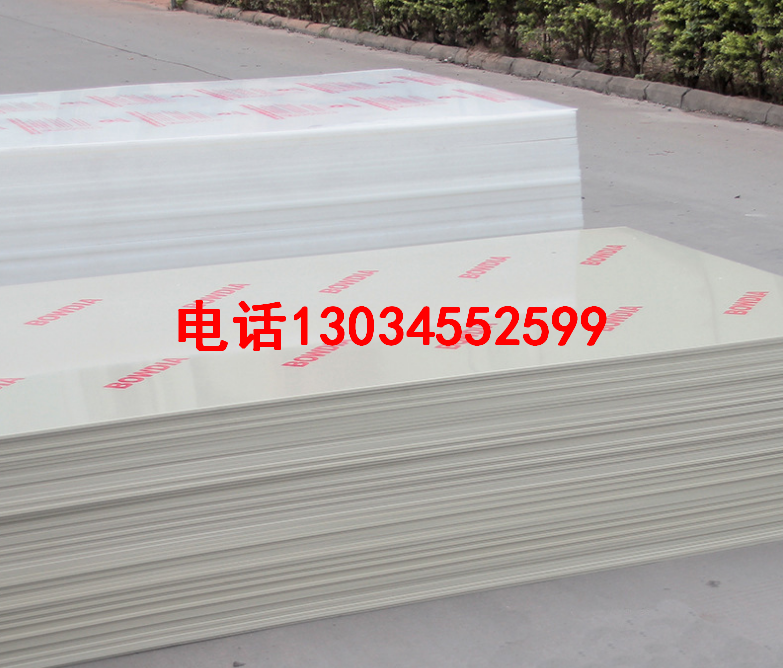
主 營:PP管,PPS板材,PP管件
地 址:山東省巨野縣中小企業(yè)孵化園




 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部