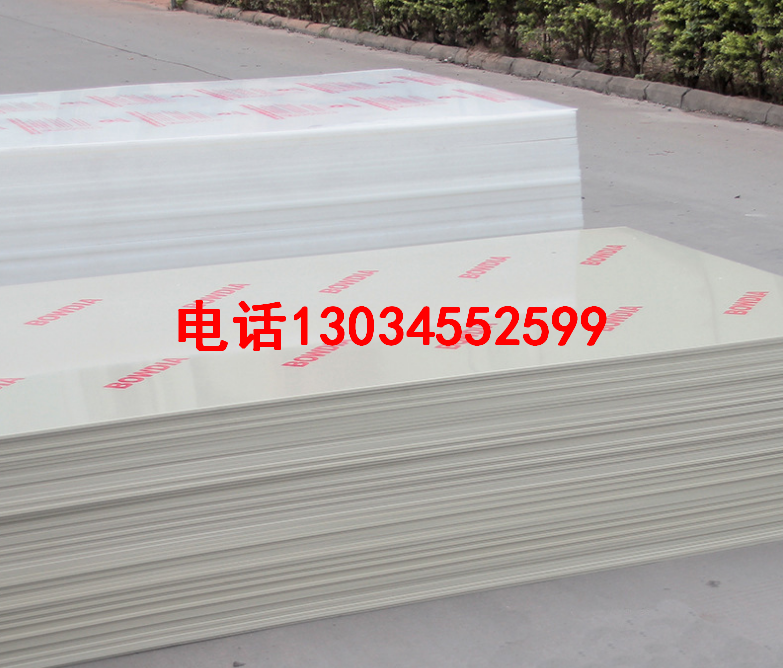
pp板材和板材圓形風pp板材的制作要求是什么?
pp板材加工生產(chǎn),本文主要介紹了兩個方面,要求生產(chǎn)的金屬板矩形pp板材和單圓pp板材的生產(chǎn)要求,通過兩個部分的內容,可以讓讀者***致了解了pp板材道制造和理解,為了更***的知道如何做出具體,以滿足需求���。
1. 制作薄鋼板矩形風pp板材的要求
(1)當周長的邊距小于板的寬度時,只需咬一口即可連接。當板的寬度小于圓周��,寬度為周長的1/2時���,可使用兩個角咬;當周及更***時�����,可用4個角咬���。
(2)矩形風pp板材的縱向封閉接頭應留于邊角處,以增加強度��。
(3)切割����、咬口時����,可采用手動或機械方式折疊。手動折方時����,應先在平臺上畫***線條����,使折線與槽鋼對齊��,然后將板材壓正90度�����,再用木方尺修剪打邊角���,注重板材要平整�。
(4)矩形風pp板材邊長***于或等于630mm���,pp板材段長度***于1m時�,應加固�。
(5)風pp板材法蘭鉚接時,應在法蘭與風pp板材的兩個接觸面涂上防腐劑��。風干后���,法蘭應套在風pp板材上�����。pp板材端應伸長8-10mm����,置于平臺上進行校正����。
(6)在矩形風pp板材翻邊部分縱向咬口處剪去三層,只留一層翻邊��,以免影響風pp板材的密封性���。
(7)對氣pp板材進行焊接時����,應先點焊組后焊接����,點焊間隔***為60-80mm。法蘭的插入應采用焊接����。pp板材端縮回5mm法蘭平面內,內外兩側焊接��。
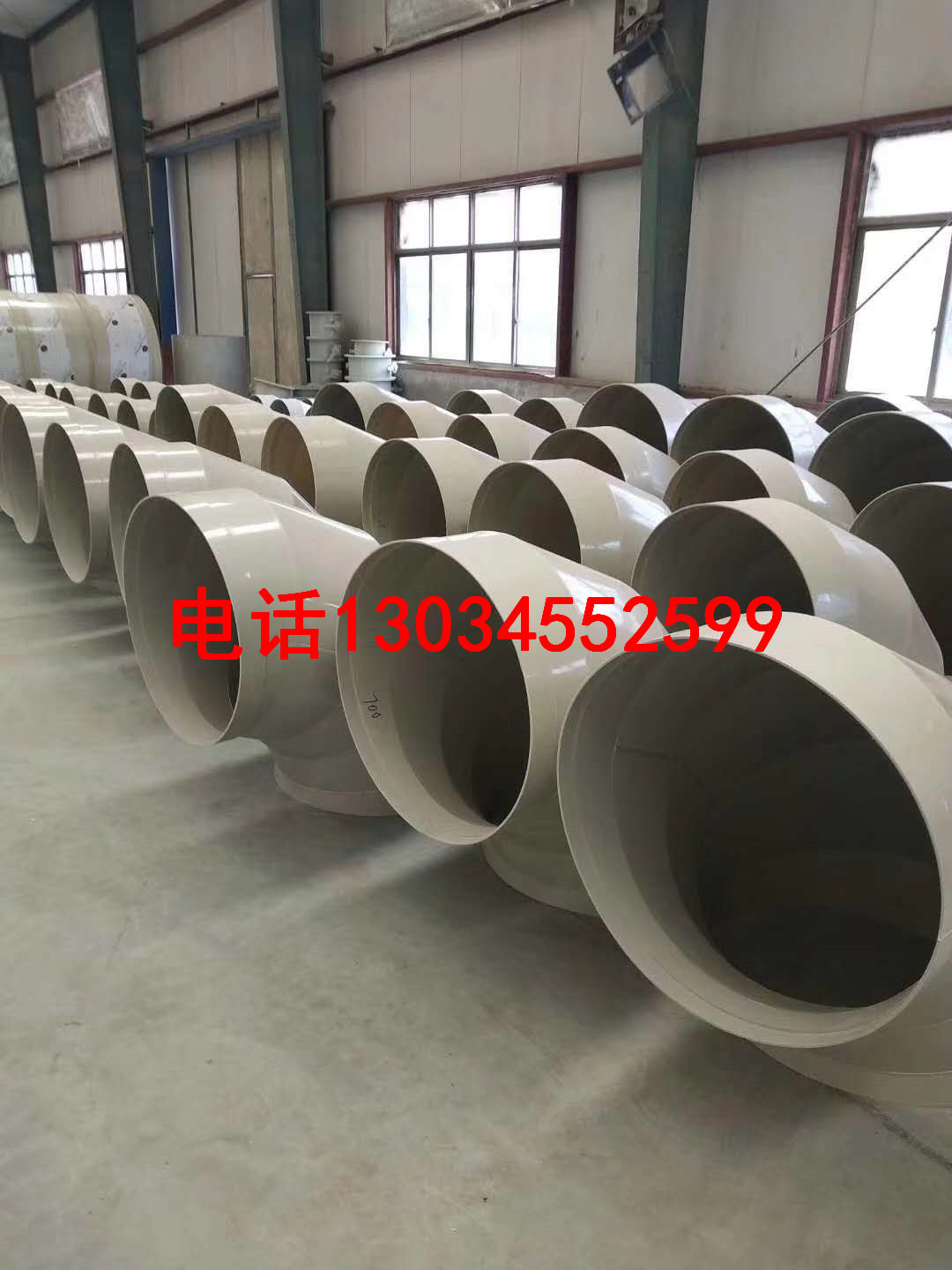
2. 薄板圓風道的制造要求
(1)滾壓圓可分為手動滾壓圓和機械滾壓圓。接縫應錯開�。拼接板垂直和水平咬合時,咬合端切成斜角����,防止凸出。
(2)風道直徑小于800mm��,可采用單咬邊與端部凸邊連接�。直線連接后,點焊加強���,間距100-120mm����,不少于4處���。
(3)焊接前應將氣pp板材圍成圓形���,清理焊縫處的油污和雜物。焊縫應無裂紋�、氣孔和夾渣現(xiàn)象。焊完后����,pp板材子應重新變圓���。
(4)安裝法蘭時,不應將法蘭末端裝袋蓋***�����。角鋼法蘭的翻邊量不得小于8mm���。
(5)法蘭鉚接或點焊固定時,如果法蘭與部件連接����,應在固定螺釘孔方向后再進行固定。






 聯(lián)系廠家
聯(lián)系廠家 銷售熱線
銷售熱線 返回頂部
返回頂部